电话1:15637161999
电话2:0371-69562333
电话3:0371-56027272
地址:河南省荥阳市G310与G234交叉口向北1公里

问题描述:安徽省某水泥厂烘干车间 2.4m x18m回转式烘干机筒体前端伸入燃烧室后部,简体端口部分经常接触高温火焰(此处设计温度为800℃),在高温作用下,强度减小,端口形成向外扩张的喇叭口,进而形成裂口,甚至撕裂状的喇叭口。
出现了这样的问题怎么办呢?该厂来询问我们河南省荥阳市矿山机械制造厂,经过工程师分析,我们采取了更换、改进筒体前端结构的方案
解决办法,具体如下:
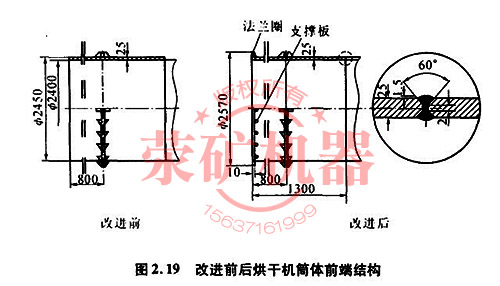
1.首先加工好用以更换的筒体前端,这段筒体长度选择为门1300mm。该段筒体在端口处加焊了外法兰圈及支撑板20块,支撑板均布支撑法兰圈(见图2.19)。这样,增加了端口处的强度,克服了原筒体端口强度减弱而产生的上述问题。在筒体的另一端加工好焊接坡口。为防止筒体变形,在无法兰圈一端加米字支撑。
2.停机后拆除正面框及凸形密封圈,在距筒体前端1300mm处(此长度等于已备好的筒体前端长度),架好划针,盘动烘干机使筒体旋转一周,此时,划针在筒体上留下一圈清晰的划痕,这条线即是筒体前端的气割线。另外,要在距原筒体端口1500mm处架米字支撑,防止割除筒体前端后,新的端口处产生变形。
3.按划线气割筒体,卸下已变形的前端,在保留筒体的端口处开焊接坡口(坡口要求见图2.19),清理此坡口及端口毛刺。
4.起吊事先备好的那段筒体(正面框及密封圈等须初步复位,不要影响以后的装配),与保留筒体的端口对接,找正、点焊、调整校正,控制筒体前端径向和轴向公差,在原机规定的范围内,即可进行焊接。选用与筒体材料性能相近的EDMn型奥压体高锰钢焊条焊接,旋转筒体,圆周对称部位两人同时焊接;内外焊缝交替焊接,即外缝焊一层,内缝焊一层。每层焊缝厚度不大于5mm,由于实施了上述焊接工艺,有效地控制了筒体的焊接变形。
该烘干机更换前端后,使用两年后检查端口部分,未发现裂口变形,这说明,端口的法兰圈发挥增加强度、控制端口变形作用。这段时期烘干机运行正常,前端的挡料圈等装配件也未出观松动脱落故障。因烘干机故障而停机的时间大为减少。